文章:FANUC数控系统的DNC技巧
所有者:TerryWang(呢称); 发布时间:2019-08-12 05:34:29; 更新时间:2023-05-14 18:50:47
阅读所需积分:0;
简介:FANUC数控系统的DNC技巧 1 DNC 加工技术的发展 用穿孔纸带记载加工程序 , 通过纸带阅读机把加工程序读入数控系统的缓冲寄存器 , 这是早期数控机床自动运行的主要方式。因为那时候存储器技术还不完善 , 人们只好借助穿孔纸带记录和保存加工程序。纸带体积庞 大 , 还要为其准备专门的阅读机装置 , 稍有不慎或使用多次会造成破损 ,
FANUC数控系统的DNC技巧
1 DNC 加工技术的发展
用穿孔纸带记载加工程序 , 通过纸带阅读机把加工程序读入数控系统的缓冲寄存器 , 这是早期数控机床自动运行的主要方式。因为那时候存储器技术还不完善 , 人们只好借助穿孔纸带记录和保存加工程序。纸带体积庞 大 , 还要为其准备专门的阅读机装置 , 稍有不慎或使用多次会造成破损 , 导致输入错误是无法避免的。存储器技 术的发展已经让我们有足够的理由淘汰纸带和阅读机。640m纸带所记载的程序容量相当于 256K 字节的存储 器 , 其体积也不过是一个 30mm × 15m × 3m 的集成电路模块而已。读入和读出靠软件 , 不占空间。我们用手工编制的加工程序一般都不太长 , 加工一个有钻、镗、铣、攻丝等工序的汽车变速箱程序大约有 2K 字节就够了 , 这就算长程序。在 256K 程序存储器的 FANUC 数控系统里 , 存储 100个加工零件的程序是毫无问题的。当前生 产制造的中高档数控系统无一例外 , 全部都采用了这种程序存储器方式作自动运行。
随着三轴乃至四、五轴联动功能的出现 , 加工三维空间曲面的编程已经成为必需解决的问题 , 因为靠人手工 是无法实现的。 CAD/CAM 计算机辅助设计 / 制造软件 , 特别是具有三维造型和编程的软件受到用户的喜爱。市 面上流行最广的有 Pro/Engineer,Unigraphics,Cimatron等。由于模具制造加工的编程都属于三维实体 , 它们必需 使用这些软件进行造型和编程。计算机应用上述软件生成的加工程序都很长 , 少则 1-3 兆 , 多则几十至几百兆。 这样长的程序数控系统没有可存放的空间 , 它们只能存放在计算机的硬盘中。当需要加工时 , 利用电缆连接计算 机和数控系统的 RS232C 串行接口 , 通过 DNC 软件把加工程序一部分、一部分地传送给数控系统。机床运行完一 部分程序后 , 会请求计算机再发送一部分 , 直到加工完成 , 这就是所谓的 DNC 加工。
2 适用于FANUC数控系统的Cimco DNC软件
我们曾经用过 Asia,Dik15,Qmodem,Xtalk 等 DNC 软件。由于这些软件都开发得较早 , 运行在 DOS 界面 , 所 以现在的个人计算机操作系统至少也在 Windows98 以上 , 要正常运行这些软件还要做一些工作。其实最重要的 还是传送速度的问题 , 它们的最高传送波特率大多在 9600左右 , 没有办法再提高。传输波特率低 ,DNC 加工精度就受到影响。尤其在高速高精度的加工方式时 , 要实现微小线段的高速精细加工 , 波特率应设置在 19200以上。这样才能减少因预读缓冲区不足或 RS232C 传输速度过慢所造成的加工停顿现象。正是这个原因 , 这些基于 DOS 版本的 DNC 传输软件就显得力不从心了。
Windows 版本的 Cimco DNC 传输软件的优点主要表现在以下几方面 :
(l) 良好的安装特性。目前我们使用的个人计算机操作系统大多数为 wmdows98 、 2000等。在这些机器上安装是很简单的 , 将 Cimco 拷贝到硬盘 , 再起动执行一次 Cimco.exe 文件就可以了。
(2)操作方便简单。窗口菜单式 , 每次操作仅需按动二 , 三下键即可。
(3) 参数设置范围广 , 波特率设置最高达到 25600, 几乎所有的数控系统都能使用。特别是在 FANUC Oi 、 16 、 18 、 21 系统上能发挥其传输波特率高的优势。
下面我们把 Cimco 用在 FANUC Oi-MA 数控系统配置的立式加工中心机床上 , 作 DNC 传输时的电缆连接情况及参数设置介绍给大家。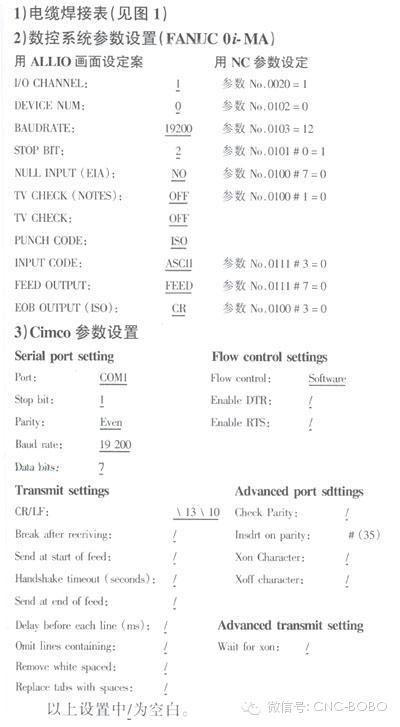 3 FANUC 数控系统 DNC 接口的最新发展 用 DNC 方式加工模具已经相当普遍 , 用 Windows 版本的 Cimco DNC 软件取代低速率的软件来提高加工质量已成为时尚。然而人们追求技术进步的目标是永无止境的。为了提高加工效率又开发出高速高效的数控机床 , 原来需要几十个小时才能完成的工件加工 , 现在只需要几个小时即可完工。当前这些高速机床大部分采用了 FANUC Oi 、 16i/160i 、 18i/180i 、 21i/210i 数控系统及α i 系列伺服电动机。为了进一步提升高速精细加工的精度 , 在这些系统上设置了串行通信接口板 , 即远程遥控 DNC1 、 DNC2。DJC1 为 RS422 接口 ,DJC2 为 RS232C 接口 , 因为 在这些板上加装了缓冲寄存器 , 解决了予处理空间不足的问题。如果选用了 DNC1 遥控接口 ,Cimco DNC 软件完 全可以适用 , 传输波特率能达到 86400。但需要把联接电缆作一改造 , 增加一个转换模块 , 把 RS232C 转换成RS422 接口就可以了。 如果使用 DNC2 接口 , 就与 RS232C 接口的连接完全一样 ,Cimco DNC 软件同样使用 。另外 , 还增加了高速串行总线 HSSB, 而 HSSB 高速串行总线传输的波特率在 256000是没有任何问题的。要是选择 了 HSSB 高速串行总线 , 就会带有两块模板 , 将其中一块安装在 NC 系统的空槽上 , 另一块装在个人计算机上 , 有专门配好的光缆连接。使用 HSSB 高速串行总线运行 DNC, 将把高速精细加工提升到更高的一个档次上。
3 FANUC 数控系统 DNC 接口的最新发展 用 DNC 方式加工模具已经相当普遍 , 用 Windows 版本的 Cimco DNC 软件取代低速率的软件来提高加工质量已成为时尚。然而人们追求技术进步的目标是永无止境的。为了提高加工效率又开发出高速高效的数控机床 , 原来需要几十个小时才能完成的工件加工 , 现在只需要几个小时即可完工。当前这些高速机床大部分采用了 FANUC Oi 、 16i/160i 、 18i/180i 、 21i/210i 数控系统及α i 系列伺服电动机。为了进一步提升高速精细加工的精度 , 在这些系统上设置了串行通信接口板 , 即远程遥控 DNC1 、 DNC2。DJC1 为 RS422 接口 ,DJC2 为 RS232C 接口 , 因为 在这些板上加装了缓冲寄存器 , 解决了予处理空间不足的问题。如果选用了 DNC1 遥控接口 ,Cimco DNC 软件完 全可以适用 , 传输波特率能达到 86400。但需要把联接电缆作一改造 , 增加一个转换模块 , 把 RS232C 转换成RS422 接口就可以了。 如果使用 DNC2 接口 , 就与 RS232C 接口的连接完全一样 ,Cimco DNC 软件同样使用 。另外 , 还增加了高速串行总线 HSSB, 而 HSSB 高速串行总线传输的波特率在 256000是没有任何问题的。要是选择 了 HSSB 高速串行总线 , 就会带有两块模板 , 将其中一块安装在 NC 系统的空槽上 , 另一块装在个人计算机上 , 有专门配好的光缆连接。使用 HSSB 高速串行总线运行 DNC, 将把高速精细加工提升到更高的一个档次上。
CNC
https://mp.weixin.qq.com/s/XD6vJnpVPj8OKSpNbqPkHQ