文章:FANUC小黄机 主轴吹气时间 设定方法
所有者:TerryWang(呢称); 发布时间:2019-10-10 00:16:21; 更新时间:2023-05-14 18:50:47
阅读所需积分:0;
简介:如何设定主轴吹气时间? FANUC 小黄机,如果加工产品开粗,铝屑进入刀库肯定也是难以避免的。当然,铝屑沾到刀柄上,换刀时进入主轴锥孔内 造成夹屑,刀具偏摆大,加工的产品 品质无法保证!为了避免这种现象发生,在刀库换刀时如何设定主轴吹气时间?如何设定指定刀具延长主轴吹气时间?今天带‘机友们’简单介绍一下此功能设定方法; 此功能作用:延长换刀时的主轴鼓
如何设定主轴吹气时间?
FANUC 小黄机,如果加工产品开粗,铝屑进入刀库肯定也是难以避免的。当然,铝屑沾到刀柄上,换刀时进入主轴锥孔内 造成夹屑,刀具偏摆大,加工的产品 品质无法保证!为了避免这种现象发生,在刀库换刀时如何设定主轴吹气时间?如何设定指定刀具延长主轴吹气时间?今天带‘机友们’简单介绍一下此功能设定方法;
此功能作用:延长换刀时的主轴鼓风时间,可用于清除刀具组件锥形夹上附着的切屑等。
设定步骤如下
1) 与通常的换刀一样,启动Z轴上升 → 转塔旋转 → Z 轴下降 → 主轴鼓风。
2) 在 Z 轴下降到 Z=40mm 附近的时刻,将快移速度切换到 LOW(低速)。
3) Z 轴下降到 Z=25mm 附近时,Z 轴的移动在输出了主轴鼓风的状态下停止。在 Z 轴下降到指定位置前已达指定时间,则进行 4)的操作。
4) 返回通常的换刀操作。
NC参数按照以下设定:


通过D数据,可以按每把刀具设定主轴吹气的延长时间;
指定 0 时不延长主轴鼓风时间(机床默认值为0)。
数据类型 :1 字节
数据单位 :48ms
数据有效范围:-128 ~ 127
设定值为 1~127 时:设定值×48ms
设定值为-1~-128 时:(256+设定值)×48ms
(例 1) 设定值为 100 时
100×48ms=4800ms(4.8 秒)
(例 2) 设定值为-56 时
(256-56)×48ms=9600ms(9.6 秒)
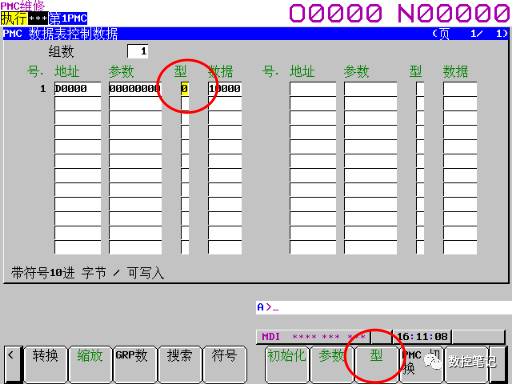
出厂时,数据表的显示类型为字(即显示为 D850、D852、D854...)。
要变更为字节(即显示为 D850、D851、D852...),将 PMC 画面的 PMC 数据表控制数据画面的“型”设为“0”。详细操作步骤请点击右侧链接FANUC D参数如何隐藏保护 禁止修改?

Z 轴停止到用 NC 参数 No.6939 指定的位置时,对参数指定的位置有 1mm 以下的误差。
在由 NC 参数 No.6945 所指定的位置将Z轴的速度切换为 LOW(低速)时,相对由参数所指定的位置,存在 5~8mm 左右的离差。
无法与锥度部切屑清洗功能(选项)同时使用。
数控笔记
https://mp.weixin.qq.com/s/2ReB9k4OG0mh26aD4lsrpQ