文章:进刀方法、刀片类型、术语...螺纹加工重点知识你都知道吗?
所有者:TerryWang(呢称); 发布时间:2020-05-17 07:09:59; 更新时间:2020-05-17 07:14:07
阅读所需积分:0;
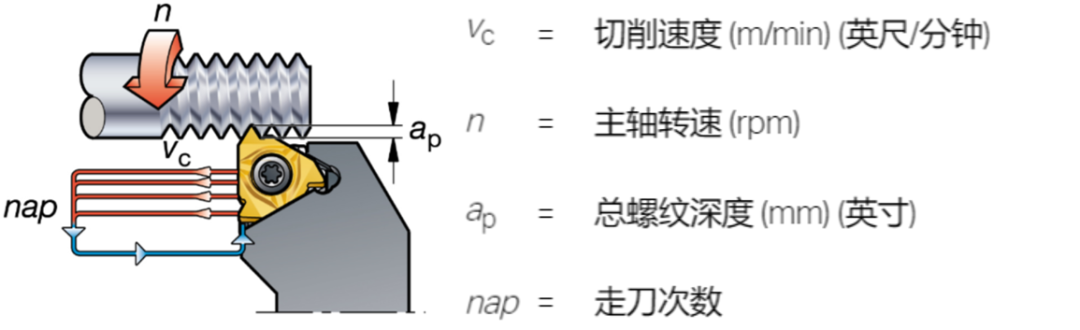
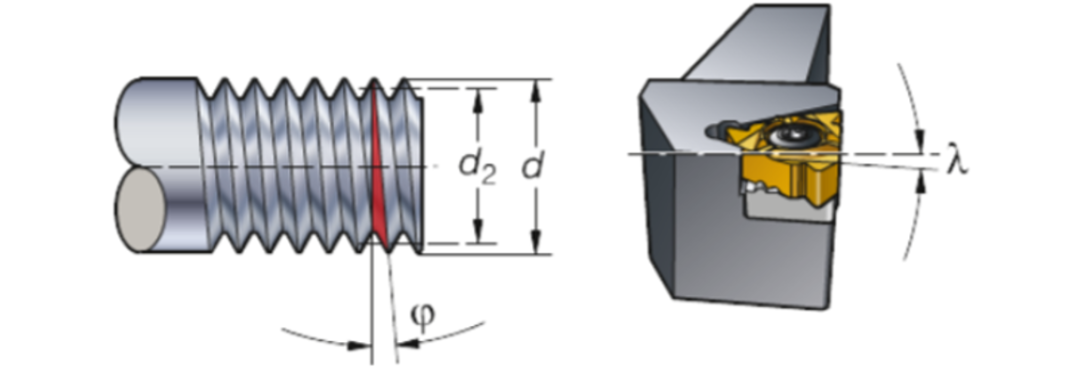
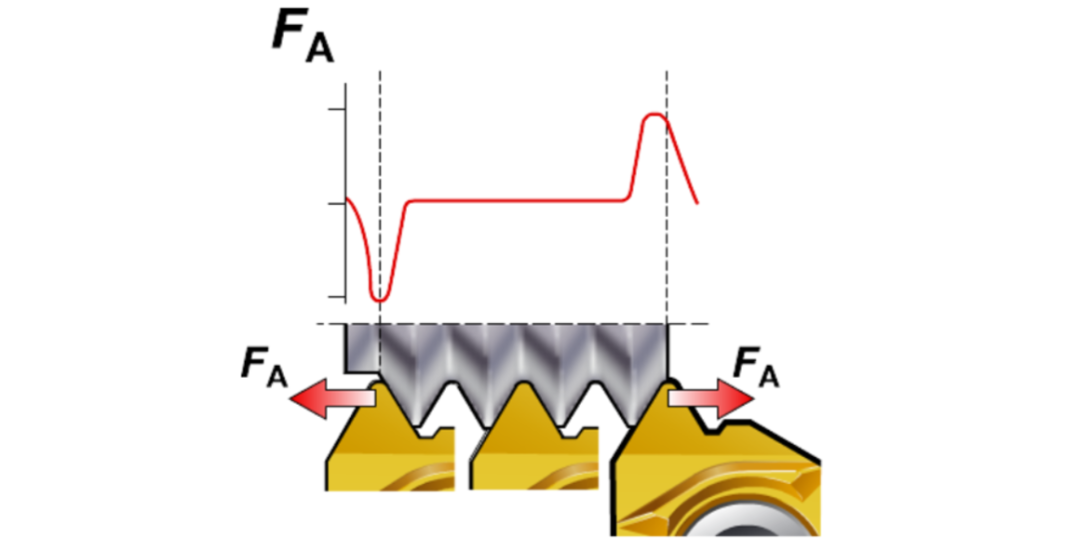
简介:金属切削加工螺纹的方法主要有车削、铣削、攻丝等,今天小编为大家带来了生产中最常见的螺纹车削的重要技术知识分享给大家。一、螺纹加工重要基本知识1. 术语定义①牙底 ②牙侧 ③牙顶螺旋升角:螺旋升角取决于螺纹的直径和螺距。通过更换刀垫调整刀片的牙侧后角。刃倾角为γ。最常见的刃倾角为1°,对应刀柄中的标准刀垫。切入和切出螺纹时的切削力:螺纹加工工序中的最高
金属切削加工螺纹的方法主要有车削、铣削、攻丝等,今天小编为大家带来了生产中最常见的螺纹车削的重要技术知识分享给大家。


















内容来源:网络
世界先进制造技术论坛
https://mp.weixin.qq.com/s/QDEPMCJrcaSkW8hWIpmdMA