文章:【技术浅析】基于变速器NVH的齿轮加工工艺优化研究
所有者:TerryWang(呢称); 发布时间:2020-06-20 02:44:49; 更新时间:2020-06-20 02:53:55
阅读所需积分:0;
简介:摘要:立式车床的使用已经非常普遍,立式车床在使用和工作时候要想自动化程度高,就需要它的数控系统完善,西门子 840D 数控系统在机床中的应用,使机床的控制和人机交互界面更优化,Wincc Flexible 软件的研究开发,机床的控制能更精准,并研究出设计人员结合操作人员的操作方法和工程学中的机器人,综合利用数控装置和界面要素,研发出更好的机床功能。 关
摘要:立式车床的使用已经非常普遍,立式车床在使用和工作时候要想自动化程度高,就需要它的数控系统完善,西门子 840D 数控系统在机床中的应用,使机床的控制和人机交互界面更优化,Wincc Flexible 软件的研究开发,机床的控制能更精准,并研究出设计人员结合操作人员的操作方法和工程学中的机器人,综合利用数控装置和界面要素,研发出更好的机床功能。
关键词:Wincc Flexible;Sinumerik 840D;人机交互界面

1 、引 言
数控机床与普通机床的明显区别在于有人机交互界面,对于它的研究,不在是以前单纯的人与机器对话的界面,需要将它设计成人性化、科技水平要高的界面,而数控系统的数控装置也就是 CNC 系统,要保证该系统应用型能高,对于不同客户的需求,便捷和扩展性要强,根据西门子 840D 控制系统的应用,组成它的部分,NC、PLC 与PCU。PCU 部分装有 HMI 界面,这个界面可以实现对机床的监控和设置诊断,840D数控系统在应用扩张方面也很方便,可以随时增加系统和元件,用户可以根据自己的需求进行开发,独立建立适合生产的人机交互界面。
Programming Package 和 Configuration Package 两种工具可以实现人机交互的开发。Configuration Package软件包含 Wincc Flexible 软件,Wincc Flexible 软件是在 Protool 基础上设计的,功能齐全,具有以下特点:
(1)具有组态功能,可组态基于 Windows CE 的SIMATIC HMI 设备、西门子的 C7、乃至 PC 机。
(2)支持 TIA,与多个软件进行合并使用;
(3)可扩展性强,支持 VB 脚本;
(4)操作简单、设置方便、使用简单;
(5)用户可以自定义设置,图像显示丰富;
(6)通讯功能强大,支持类型多。

2 、倒置式立式车床人机界面设计
2.1 机床操作面板界面设计
倒置式立式车床是针对用户使用和操作研发的产品,机床的选择性很多,功能也强大,工作效率高,节省成本,设计开发的人机交互界面有以下几种:
(1)排屑器人机交互界面,如图 1,这个界面包含运行时间、系统参数和改变测量等系统,这个界面可以对机床的运行时间和间隔时间进行设定,设定时间直接输入到界面内,在设备开启从主菜单调入排屑器界面后,界面的初始值为“0”,而界面上最右边的一串数字“0”可以显示目前排屑器在设定的时间范围内运行了多长时间和暂停了多长时间。

图 1 排屑器工作时间设定界面
在交互界面出现之后,对内容进行设置的过程为,需要将软件内部的 OBJECT 查找出来,并在显示屏上显示,运行时间对应 OBJECT_92 的文本域。间隔时间对应 OBJECT_93的文本域,通过这两个更改需要的文本来更改参数。在OBJECT 软件系统中,通过 I/O Field 进行改变交互界面中排屑器工作时间的设定,将其参数进行改变,变量是对应DB207.DBB4、DB207.DBB7。I/O Field 不仅可以对排屑进行设置,工作时间的设定也是通过它,但是变量形式发生了改变,通过以上最终实现其功能的 PLC 部分程序。
在数控机床的交互界面形式中还有对设备报警进行处理的界面,倒置式立式车床的界面比其他产品增加了报警处理和 I/O 信息处理的界面。同时机床的电气系统控制柜采用万可的输入输出模块,在柜外的从站需要的数量多,同时在机床设备上各处都有,该设备的柜外从站是西门子公司的 ET200Pro 模块,这样就会对了解每个 I/O 的情况造成困难,倒置式立式车床的界面会避免这一缺点,它可以再操作界面上进行对这些 I/O 进行输入输出,在这个界面中,如果想知道 I/O 的状态,可以通过视觉直接分辨颜色,因为 I/O 点的颜色显示为绿色的时候,证明该设备的 PLC中 I/O 点是输入或输出的,这样操作人员在进行操作时候可以清洗准确的了解设备的状态,大大缩短了诊断时间。
倒置式立式车床的界面也可以实现监控,对设备在当天工作的状态进行监控,包括加工工件的件数,通过在监控主界面的主菜单中找到监控界面,界面调入之后,在界面中总件数是指该机床从开机使用到现在加工的总数量,界面中的当天工件计数就是今天机床运行时间内加工的数量,在设计当天加工时间段内,也可以统计某一时间段内加工零件的数量,在界面的左下角有一个当天工作计数重置按钮,这个是在开机之后,可以对当天共计计数进行清零处理。
2.2 移动面板触摸屏的界面设计

图2 西门子触摸屏的人机界面设计
机床的移动面板是西门子 177DP,如图 2 所示,通过图中可以看出在显示屏内有四个控制按钮,有两个按钮是语言设置按钮,可以选择 English 或者中文,对应的垂直键分别为 F4、F6,通过这两个按键来选择语言进行切换,还有两个按钮是手轮功能和料道功能,这两个功能的对应水平键为 F10、F13。
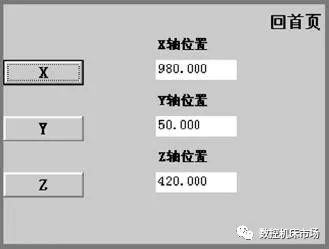
图 3 触摸屏上实现机床手轮功能界面
图 3 显示的为按下手轮功能按钮出现的对话框,在这个设置对话框中,可以通过垂直键 F3、F5、F7 对 X 轴、Y轴、Z 轴的位置进行设置,界面内会显示当前实际坐标值,界面内 X、Y、Z 轴设置还有下一级界面,当设置某一坐标值数值的时候,点击后会出现,在该界面内会出现你要设置的坐标轴,通过颜色来区分,界面中可以对坐标轴进行向移动、负向移动和快速移动,屏幕下方的按钮分别控制手动移动 X 轴的增量大小。
3、 结 语
利用西门子数控系统应用在机床上,结合 Wincc Flexible 软件进行人机界面设计,可以节省时间,同时简单有效,将这种人机交互界面应用在机床上,可以简化机床生产时候的操作时间,提高生产效率。数控机床作为我国机械加工领域的加工设备,它的地位是不能比拟的,要降低人机界面对设备的影响,在今后机床的发展中,数控系统的操作界面是未来竞争的环节。
END
来源:研华
数控机床市场
https://mp.weixin.qq.com/s/e3vng-QNlIvnY8nHYmWxFA