文章:加工中心加工垂直度工作精度的误差分析
所有者:TerryWang(呢称); 发布时间:2021-01-15 00:30:54; 更新时间:2021-01-15 00:33:40
阅读所需积分:0;
简介:摘要:通过对垂直度的误差分析,垂直度受多项机床几何精度影响,建立了几何误差与特征公差之间的关系,发现需要改进这些误差来提升垂直度加工精度值。根据系统的机床误差分析结果,形成了相应的机床精度改进目标。 关键词:垂直度;误差分析;位置误差;几何误差 0、引 言 加工精度是指零件加工后的实际几何参数(尺寸、形状和构成要素的相互位置)与
摘要:通过对垂直度的误差分析,垂直度受多项机床几何精度影响,建立了几何误差与特征公差之间的关系,发现需要改进这些误差来提升垂直度加工精度值。根据系统的机床误差分析结果,形成了相应的机床精度改进目标。
关键词:垂直度;误差分析;位置误差;几何误差
0、引 言
加工精度是指零件加工后的实际几何参数(尺寸、形状和构成要素的相互位置)与理想几何参数的符合程度。影响零件加工精度的因素众多,当温度变化不大时,机床几何误差是机床误差的主要组成部分,是影响零件最终加工精度的关键因素。形位误差是指零件的实际形状、方向和相互位置与理想几何体的偏差,影响零件的功能要求、配合性质和自由装配性,是评估加工精度的重要指标。由于机床是个多体结构,加工精度受到很多因素影响,为了保险起见,在设计时将机床相关零部件的精度尽可能提高,避免在机床装配完成后,由于多方面因素影响导致机床的加工精度达不到用户的要求。并且在制造过程中需要反复验证试验和调整以保证加工精度,导致机床的制造周期和制造成本大大增加。为了降低制造成本,减小数控机床的机械加工误差,提高被加工工件精度,必须对整个机械加工工艺系统误差影响因素进行测量、评定、建模和补偿。
误差预算是机床精度分析、精度改进时的重要方法,但是面向的是机床零部件的改进需求,却非直接面向用户的加工需求进行分析。误差预算(error budget)的方法由美国的劳伦斯·利弗莫尔实验室 (LLNL) 的学者Donaldson在20世纪80年代第一次提出。劳伦斯·利弗莫尔实验室后续对机床精度的误差预算进行了大量研究,并且用于MAG等多个美国机床生产厂家的机床精度提升过程。对于高档数控铣床,由于加工的零件的复杂性,零件由复杂特征所组成,对基于机床各个坐标轴方向进行误差的合成分析需要建立零件加工需求之间的关联性。因此建立准确可靠的数控机床精度误差预测模型,为后期数控机床误差实时动态补偿提供有效补偿参量是极其重要的。

1、垂直度工作精度的误差分析
垂直度是机床工作精度检测项目中的一部分,它的定义为:A、C、D面的相互垂直度及对B面的垂直度(共5个:1)A⊥C;2)A⊥D;3)A⊥B;4)C⊥B;5)D⊥B)。检测示意图如图1所示。

图1:垂直度7误差项的示意图
理论上的A 面是 XZ 平面,它由铣刀沿X轴运动侧铣得到。由于刀具位姿的偏差,刀具加工A面时产生了形状偏差,此形状偏差影响在A-C垂直度测量的结果。同时,由于X轴和Y轴之间的垂直度误差,也会影响A-C垂直度测量的结果。C面是XY平面,同理,为铣刀沿Y轴运动侧铣得到。误差分析示意图如图2所示。

图 2 A-C之间的垂直度来源分析示意图
如图2所示,由于X轴和Y轴之间的垂直度,加工的面A偏离了理想的X轴,所加工的面C偏离理想的Y轴;同时,由于形状偏差,所加工的面也偏离了理想的矩形区域。
2、建立加工中心的几何误差与特征公差之间的关系
垂直度受多项机床几何精度影响,通过下面的分析,将建立几何误差与特征公差之间的关系。
1)参与运动的轴的判断。由于理想的A面是XZ平面,铣刀沿X轴运动侧铣得到,只有X轴移动;由于理想的C面是XY平面,铣刀沿Y轴运动侧铣得到,只有Y轴移动。
2)刀轨对参与运动的轴的判断。无影响。
3)角度误差对运动误差的影响。角度误差属于按照正弦分布随机变化的值,因此角度误差对某些运动位移会产生影响,这需要通过多刚体运动学来计算。同时角度误差和刀具半径会合成误差,正常的切宽的情况下角度误差与刀具的合成不变。在加工A、C面之时,角度误差使得刀具姿态发生变化,这会使加工的面的位置发生变化。
4)线性轴的垂直度误差分析。XY垂直度,最终会影响到两个平面特征;YZ垂直度,不影响;XZ垂直度,不影响。
5)主轴的两个垂直度的影响。YS垂直度,不影响;XS垂直度,不影响。
6)对主轴的跳动。铣轴径向跳动会影响加工表面的质量,影响了所加工的A、C面的位置和形状。
7)多体运动学计算。
a.侧铣平面(X轴移动)时的刀具位姿误差为(不含垂直度):
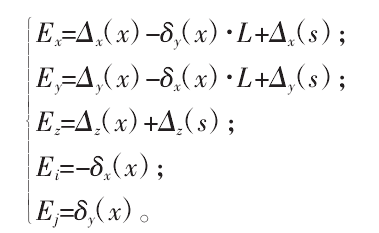
式中:Ex为X轴方向的合成误差;Ey为Y轴方向的合成误差;Ez为Z轴方向的合成误差;Ei为X轴方向的角度误差;Ej为Y轴方向的角度误差;Δx(x)为X轴移动时X轴方向的直线度误差;δy(x)为X轴移动时Y轴方向的角度误差;Δx(s)为X轴方向的径向跳动误差;Δy(x)为X轴移动时Y轴方向的直线度误差;δx(x)为X轴移动时X轴方向的角度误差;Δy(s)为Y轴方向的径向跳动误差;L为系数;Δz(x)为X轴移动时Z轴方向的直线度误差;Δz(s)为Z轴方向的径向跳动误差。
b.侧铣平面(Y轴移动)时的刀具位姿误差为(不含垂直度):

式中:Δx(y)为Y轴移动时X轴方向的直线度误差; δy(y)为Y轴方向的角度误差;Δy(y)为Y轴移动时Y轴方向的直线度误差;δx(y)为Y轴移动时X轴方向的角度误差;Δz(y)为Y轴移动时Z轴方向的直线度误差;Δz(s)为Z轴方向的径向跳动误差。
8)误差的合成。误差主要是由两个面的误差、加工时的垂直度误差共同产生的。
a. A面的形面误差计算。参考第7)项的分析,刀具侧铣(X轴移动)加工的误差就是Ey+R·(1-cos Ea),由于R·(1-cos Ea)属于二阶误差,侧铣的误差就是Ey。
![]()
基于允差值进行计算如下:由于Δy(x)+δx(x)·L的测量是在合格证书中体现在一起的,立柱移动在垂直平面内的直线度的允差值为0.015/500。500 mm之内测得误差为0.015,而200 mm的误差是0.0095。因此,合成侧铣的误差为(0.0092+0.0152)1/2。
b.C面的形面误差计算。同理刀具侧铣(Y轴移动)加工的误差为:

c.误差的垂直度影响是:主轴箱垂直移动对立柱移动的垂直度的允差值0.03/1000。1000 mm之内的测得误差为0.03 mm,而按照平RSS原理200 mm的误差评估值是0.013 mm。
d. 综合分析结果。对于A面的角度偏差 (200 mm长度)为:0.021=(0.0092+0.0152+0.0132)1/2;同理,C面的角度偏差(200 mm长度)为:0.017=(0.0092+0.0152)1/2;两个面A -C 之 间 的 垂 直度 误差 的 估 计 值 为 :0.027 =(0.0212+0.0172)1/2。
综合上述分析结果,δy(x)为X轴移动时Y轴方向的直线度误差与δx(x)为X轴移动时X轴方向的角度误差合成产生的局部误差,Δy(s)为Y轴方向的径向跳动误差产生的局部误差,Δx(y)为Y轴移动时X轴方向的直线度误差与δy(y)为Y轴方向的角度误差合成产生的局部误差,Δx(s)为X轴方向的径向跳动误差产生的局部误差,在200 mm计值为输入)0.027 mm。
3、基于实际值进行计算
3.1、A面的形面误差计算
由于Δy(x)+δx(x)·L的测量是在合格证书中体现在一起的。直线度的实际值0.015/500。500 mm之内的测得误差为0.015,而200 mm的误差可能是0.0095(按照平方根原理)。因此,合成侧铣的误差为(0.0092+0.0102)1/2。
3.2、C面的形面误差计算
同理,刀具侧铣(Y轴移动)加工的误差是Ex=Δx(y)+δy(y)·L+Δx(s)。由于Δx(y)+δy(y)·L的测量是在合格证书中体现在一起的,即立柱移动在水平面的直线度。因此合成侧铣的误差为(0.0092+0.0102)1/2。
3.3、误差的垂直度影响
主轴箱垂直移动对立柱移动的垂直度的实际值0.02/1000。1000 mm之内的测得误差为0.02 mm,而按照RSS原理(平方根原理)200 mm的误差评估值是0.008 mm。
3.4、综合分析结果
对于A面的角度偏差 (200 mm长度) 为0.015=(0.0092+0.0102+0.0082)1/2。同理,C面的角度偏差(200 mm长度)为0.013=(0.0092+0.0102)1/2。两个面A-C之间的垂直度误差的估计值为0.020=(0.0152+0.0132)1/2。
综合上述分析结果,Δy(x)为X轴移动时Y轴方向的直线度误差与δx(x)为X轴移动时X轴方向的角度误差合成产生的局部误差,Δy(s)为Y轴方向的径向跳动误差产生的局部误差,Δx(y)为Y轴移动时X轴方向的直线度误差与Δy(y)为Y轴方向的角度误差合成产生的局部误差,δx(s)为X轴方向的径向跳动误差产生的局部误差,在200 mm长度上形成两个面A-C的垂直度对应的机床误差(以测量值为输入)0.02 mm。
3.5、确定需要改进的误差项
因此,根据上述分析结果,在两个面A-C之间的垂直度中,需要改进的误差项为:X轴移动时Y轴方向的直线度误差Δy(x),X轴移动时X轴方向的角度误差δx(x),Y轴方向的径向跳动误差Δy(s),Y轴移动时X轴方向的直线度误差Δx(y),Y轴方向的角度误差Δy(y),X轴方向的径向跳动误差δx(s)。
参考机床的几何精度项与机床设计标准中的对应关系,即对应于机床设计表中的立柱移动在垂直平面内的直线度、主轴箱垂直移动在横向平面内的直线度,主轴箱垂直移动对立柱移动的垂直度等项。通过上述分析,可以发现需要改进这些误差来提升垂直度加工精度值。
4、结 语
根据分析结果,可以确定需要改进的误差项,对相应的零部件精度进行改进提升,为实际生产中的问题提供了解决思路。有效解决了机床制造企业在机床改进过程中依赖经验或反复试验导致的周期长、工作量大等问题,同时还可以作为指导机床精度设计,提供精度设计的理论依据,针对机床用户对机床提出的适用于用户典型件加工的精度要求,指导机床用户对已有的机床的进行精度参数分析,为指导机床使用和机床的购置提供依据。
OK智能制造
https://mp.weixin.qq.com/s/tvtyJt97J6W6URAxjMAJ7Q