文章:FANUC正常加工中主轴为什么突然不转了?
所有者:TerryWang(呢称); 发布时间:2021-05-23 03:55:23; 更新时间:2023-05-14 18:50:47
阅读所需积分:0;
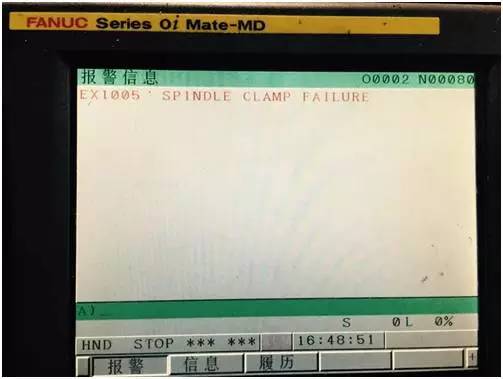
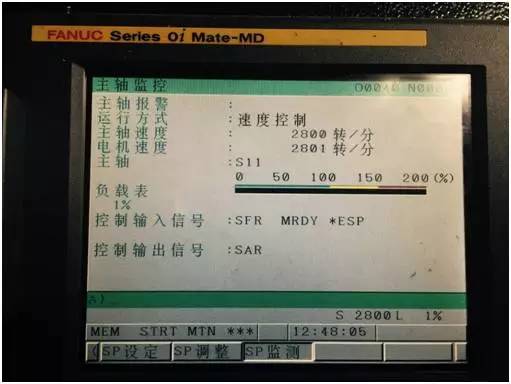
简介:1、问题或故障描述***用户在使用一台配备FS0i-Mate-MD系统机床正常加工时,主轴突然停止不转,但伺服轴仍然正常移动。2、处理过程用户描述:在加工时,有时主轴突然停止不转,但伺服轴仍然在移动。CNC系统无报警,机床有1005报警(主轴刀具未夹紧)。此故障造成工件报废,并且容易出安全事故。用户反映有时几天出现一次,有时一天出现几次,频率不定。FANUC






来源:北京发那科
数控笔记
https://mp.weixin.qq.com/s/Ywv1ma-RB5pWYlADy7Zyiw